- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Comprendre les valeurs de laboratoire : la véritable façon de lire la couleur – Trois paramètres fondamentaux pour le contrôle des différences de couleur dans les plastiques techniques
« Un ΔE de 2,1 sur le rapport du colorimètre est-il acceptable ou non ?
« Le client dit que les valeurs du laboratoire sont erronées, mais les couleurs me semblent presque identiques. »
Ce sont des questions que notre équipe technique entend quotidiennement. Dans l’industrie des plastiques techniques, la différence de couleur n’est plus jugée uniquement à l’œil nu. Qu'il s'agisse de pièces intérieures d'automobile, de boîtiers électroniques 3C ou de composants structurels industriels, les clients incluent presque toujours une norme d'acceptation de différence de couleur indiquant clairement : ΔE ≤ 0,5, avec des valeurs L, a, b dans les tolérances spécifiées.
Alors, que sont exactement L, a et b ? Et pourquoi sont-ils plus fiables que l’inspection visuelle ? Aujourd’hui, nous allons expliquer ces trois paramètres dans le langage de la production de plastiques techniques.

I. Le « système de coordonnées » de la couleur : l’espace colorimétrique du laboratoire
Imaginez que pour localiser un emplacement sur une carte, vous avez besoin de longitude, de latitude et d'altitude. L'espace colorimétrique Lab est le « système de coordonnées tridimensionnelles » pour la couleur.
Créé par la Commission internationale de l'éclairage (CIE) en 1976, il reste la référence mondiale en matière de mesure des couleurs. N'importe quelle couleur peut être localisée de manière unique dans cet espace tridimensionnel par un ensemble de coordonnées (L, a, b).
• Valeur L (Luminosité) : varie de 0 à 100. L=100 est un blanc pur, L=0 est un noir pur. Dans les plastiques techniques, une partie noire apparaissant grisâtre ou une partie blanche devenant jaunâtre est essentiellement un changement de la valeur L.
• une valeur (teinte Rouge-Vert) : Les valeurs positives indiquent le rouge, les valeurs négatives indiquent le vert. Lorsqu’un ABS ignifuge qui devrait être rouge vif se transforme en « rouge brique terne », la valeur a est probablement le problème.
• Valeur b (teinte Jaune-Bleu) : Les valeurs positives indiquent le jaune, les valeurs négatives indiquent le bleu. La valeur b est le paramètre le plus « sensible » : les matériaux comme le PBT, le PC et le nylon ont tendance à jaunir lors du traitement à haute température. Lorsque la valeur b change positivement, la pièce « devient visiblement jaune ».
II. Trois chiffres, trois « symptômes de différence de couleur » courants
Dans l'atelier de production, nous diagnostiquons rapidement les causes profondes grâce aux changements dans les valeurs du laboratoire :
1. Grand écart de la valeur L – Donnez la priorité à la vérification de l’état des matériaux et du processus de moulage.
• Valeur L élevée (trop blanche/pâle) : Température du moule éventuellement basse ou dioxyde de titane insuffisant dans le mélange maître de couleur.
• Valeur L faible (trop sombre) : Peut-être une dégradation du matériau (exposition excessive à haute température) ou une mauvaise ventilation des moisissures.
2. Écart important d’une valeur – Donnez la priorité à la vérification de la formulation du matériau.
• Décalage positif d'une valeur (rougeâtre) : courant dans les matériaux ignifuges, où le retardateur de flamme se décompose à haute température, provoquant une décoloration du colorant.
3. Grand écart de la valeur b – Donner la priorité à la vérification des conditions de séchage et de la température d'injection.
• Décalage positif de la valeur b (jaunâtre) : La cause la plus fréquente est un séchage excessif ou une température de fusion excessive. Les matériaux en nylon sont particulièrement sensibles : une dérive de la valeur B de 0,5 est visiblement « jaunâtre » à l’œil nu.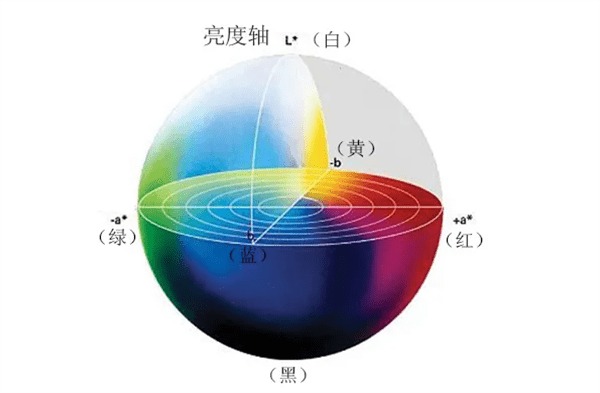
III. Qu’est-ce que ΔE ? Pourquoi ne pouvons-nous pas compter uniquement sur ΔE ?
ΔE est l'écart combiné sur les dimensions L, a et b, calculé comme suit :
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Il utilise un seul chiffre pour résumer la « différence totale de couleur », facilitant ainsi un jugement rapide. Cependant, le problème est le suivant : le même ΔE peut représenter des écarts de couleur très différents.
Par exemple:
• Cas A : ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (légèrement trop blanc)
• Cas B : ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (écarts dans les trois directions)
Les deux ont presque le même ΔE, mais le cas B est plus « complexe » et peut paraître « plus confus » à l’œil nu. Par conséquent, le contrôle professionnel des différences de couleur doit prendre en compte à la fois le ΔE et les tolérances individuelles. Une norme courante pour les pièces intérieures d'automobile est : ΔE < 1,0, avec |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. D’où vient la différence de couleur ? Quatre sources communes
Sur la base d'années d'expérience au service des clients, les principales sources de différence de couleur se répartissent en quatre catégories :
1. Variation des lots de matériaux – Différents lots de plastiques techniques peuvent présenter de légères différences dans la couleur de base. Même pour la même qualité, une fluctuation de la valeur b d’un lot à l’autre de 0,3 à 0,5 pour le POM n’est pas rare.
2. Processus de séchage incontrôlable – Les matériaux comme le nylon, le PET et le PC sont sensibles à l’humidité. Un séchage insuffisant ou excessif peut provoquer un jaunissement. Dans un cas, un opérateur a augmenté la température de séchage de 80°C à 100°C, faisant passer la valeur b de 1,2 à 2,8, mettant au rebut un lot entier.
3. Dérive du processus de moulage par injection – De petits changements dans la contre-pression, la vitesse de la vis, la vitesse d'injection, la pression de maintien, la température du moule, etc., peuvent modifier l'écoulement de la matière fondue et le comportement de cristallisation, affectant ainsi l'apparence de la couleur. Les matériaux renforcés de fibres de verre sont particulièrement sensibles.
4. Différences dans l'environnement de mesure – Différents colorimètres, sources de lumière, ouvertures de mesure ou même la pression appliquée par l'opérateur peuvent affecter les lectures. Les clients et les fournisseurs doivent se mettre d'accord sur une norme de mesure unifiée (par exemple, source lumineuse D65, angle d'observation de 10°).
V. Conclusion : la couleur peut être gérée
Dans le domaine des plastiques techniques, la couleur n’est plus un mystère. Les trois nombres L, a et b transforment le sentiment subjectif « Je pense que la couleur n'est pas la bonne » en un fait objectif « La valeur L dépasse la tolérance de 0,6, la valeur b de 0,8 ». Comprendre les quatre sources de différence de couleur nous aide à prévenir les problèmes avant qu'ils ne surviennent.