- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Pourquoi le CYCOLOY™ CX7240 est un choix fiable pour les PC/ABS ignifuges sans halogène et hautes performances
Dans des secteurs tels que l'électronique et l'électricité, le transport ferroviaire, les dispositifs médicaux et les appareils électroménagers intelligents, une contradiction fondamentale en matière de conception devient de plus en plus importante : comment réduire le volume et le poids tout en respectant des normes strictes de sécurité et d'ignifugation ? Les matériaux ignifuges halogénés traditionnels sont peu coûteux mais sont confrontés à des réglementations environnementales croissantes et à des préoccupations concernant les émissions de fumées toxiques lors de la combustion. Les alliages PC/ABS ignifuges sans halogène sont donc devenus un choix courant dans les plastiques techniques.CYCOLOY™ CX7240 de SABIC, avec ses données de performances vérifiables, ses certifications faisant autorité et ses caractéristiques de traitement stables, se distingue comme une solution fiable dans ce domaine.
1. Essence matérielle : avantages techniques des alliages PC/ABS
Le CX7240 est un mélange modifié de polycarbonate (PC) et d'acrylonitrile-butadiène-styrène (ABS).Le PC offre une excellente résistance à la chaleur, une résistance aux chocs et une stabilité dimensionnelle ; L'ABS améliore l'écoulement de la matière fondue, ce qui facilite le moulage par injection du matériau dans des pièces complexes à paroi mince. La synergie entre les deux permet d'obtenir un équilibre idéal entre performances mécaniques et aptitude au traitement. Le système ignifuge utilise la technologie non chlorée et non bromée de SABIC, ne contenant aucun additif halogéné, et répond aux exigences de conformité à long terme de RoHS, REACH et d'autres directives environnementales.
2. Propriétés physiques clés vérifiables : rigidité et ténacité combinées
Pour la sélection des plastiques techniques, les concepteurs ont besoin de données traçables et reproductibles. Le CX7240 est testé selon les normes ASTM et ISO, avec les indicateurs de base suivants :
• Densité/densité spécifique : 1,19–1,20 g/cm³ (ASTM D792 / ISO 1183) – bénéfique pour une conception légère ; par rapport à l'ABS ignifuge traditionnel, le poids des pièces peut être réduit d'environ 5 à 10 % pour le même volume.
• Débit de fusion (MFR) : 15 à 18 g/10 min (260 °C / 2,16 kg) – qualité d'écoulement moyennement élevée, capable de remplir des moules à paroi mince (0,8 à 1,5 mm) et à long trajet d'écoulement, réduisant ainsi le risque de tir court.
• Module de traction : 2 600 MPa (ASTM D638 / ISO 527) – fournit une rigidité structurelle suffisante pour les composants porteurs tels que les boîtiers et les supports.
• Résistance à la traction : limite d'élasticité 65,0 MPa, résistance à la rupture ≥58,0 MPa – indique la limite d'élasticité du matériau avant rupture, offrant la réserve de ténacité requise pour les plastiques techniques.
• Module de flexion : env. 2 500 MPa ; Résistance à la flexion : 96-104 MPa (ASTM D790 / ISO 178) – résistance fiable à la déformation par flexion.
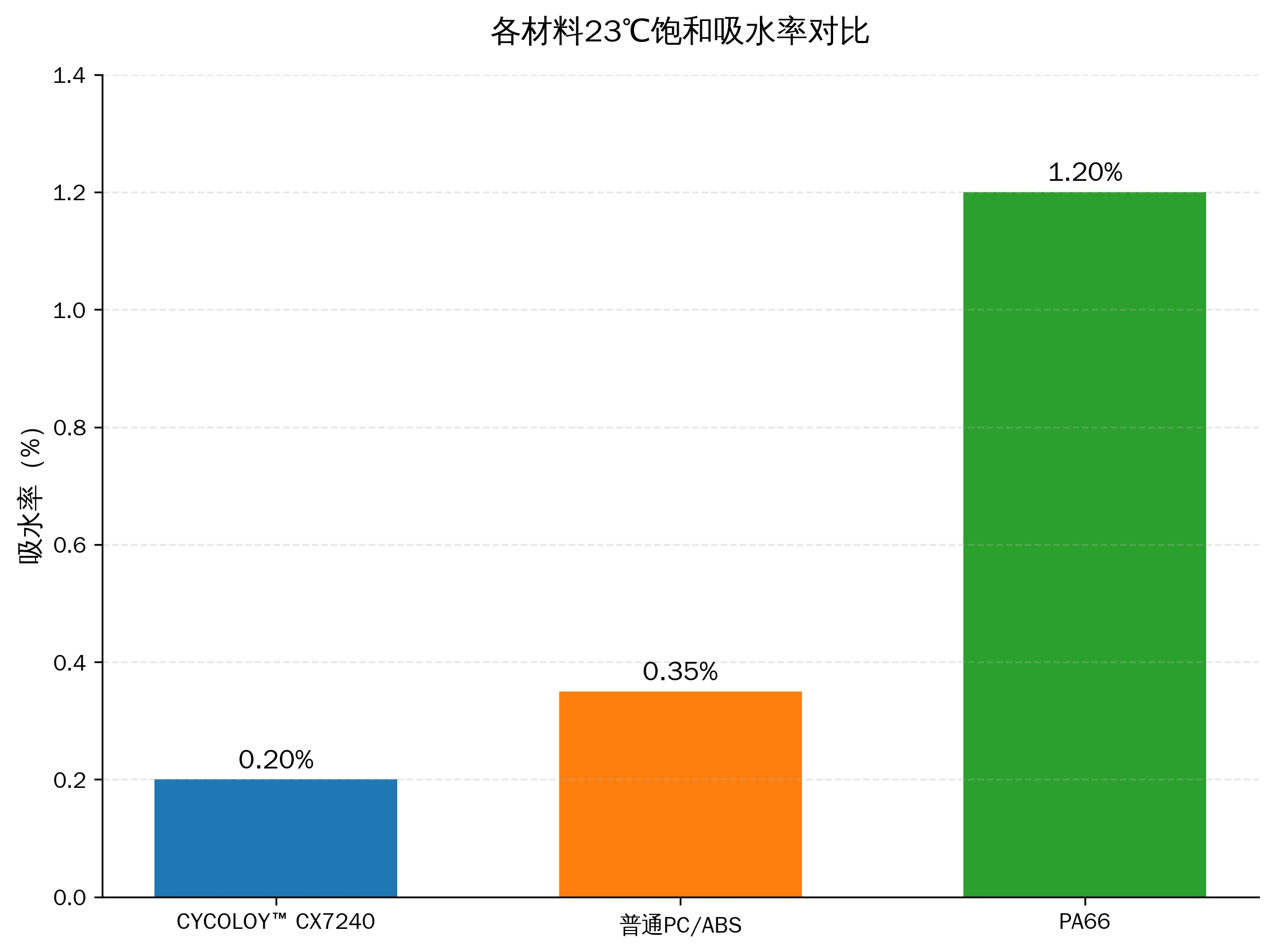
• Absorption d'eau (saturée à 23°C) : seulement 0,20 % – bien inférieure à celle des matériaux hygroscopiques comme les nylons, ce qui entraîne un changement dimensionnel minimal dans des conditions humides/chaudes, adapté aux pièces moulées avec précision telles que les connecteurs et les boîtiers de capteurs.
Toutes les données ci-dessus peuvent être vérifiées dans les fiches techniques officielles de SABIC et dans la carte jaune UL (par exemple, numéro de fichier E207780). Shanghai Weisa Plastic Technology Co., Ltd. peut fournir des rapports d'usine originaux avec chaque expédition pour assurer la traçabilité.
3. Ignifugation sans halogène : valeur technique du V-0 à paroi mince
Un indicateur clé pour évaluer les matériaux ignifuges est la classification UL 94 dans des conditions de parois minces. Le CX7240 a obtenu les certifications suivantes :
• UL 94 V-0 : jusqu'à 0,75 mm ;
• UL 94 5 VA : 3,0 mm ;
• UL 94 5VB : 1,5 mm.
L'importance de 0,75 mm V-0 mérite une attention particulière : de nombreux composés PC/ABS ignifuges non halogènes atteignent facilement un V-0 à 1,5 mm ou plus, mais sont souvent rétrogradés à V-2 ou HB en dessous de 1,0 mm. Le CX7240 maintient le V-0 à 0,75 mm d'épaisseur, ce qui signifie qu'il peut être utilisé pour les boîtiers de produits électroniques ultra-fins (par exemple, compartiments de batterie de drone, appareils portables intelligents, boîtiers d'adaptateur secteur) sans avoir besoin de pièces métalliques ou de revêtements supplémentaires. Parallèlement, le système sans halogène génère peu de fumée et de gaz peu corrosifs lors de la combustion, répondant ainsi aux exigences de fumées de faible toxicité des normes telles que le transport ferroviaire EN45545-2 et la norme électrique/électronique CEI 62368-1.
4. Problèmes pratiques résolus : de la sélection des matériaux à la production
Au fil des années au service de clients dans les secteurs de l'électronique, de l'électricité et des équipements industriels, nous avons résumé trois principaux problèmes pratiques que le CX7240 résout :
• Défaillance de l'ignifugation des parois minces : de nombreux matériaux ne peuvent pas passer les tests V-0 à des épaisseurs de paroi inférieures à 1,0 mm, obligeant les concepteurs à augmenter l'épaisseur ou à modifier les structures, ce qui entre en conflit avec les objectifs de légèreté. Le CX7240 permet une conception directe avec une épaisseur de paroi de 0,75 mm sans compromis.
• Risque de conformité aux halogènes : les équipements électroniques exportés vers l'UE, l'Amérique du Nord et d'autres marchés nécessitent des déclarations sans halogène. Le CX7240 évite les PBB, PBDE et autres éthers diphényliques polybromés à la source de la formulation, simplifiant ainsi la documentation de conformité des clients.
• Fenêtre étroite du processus de moulage par injection : certains matériaux hautement ignifuges ont un écoulement médiocre, ce qui entraîne des traces d'écoulement, des brûlures ou des dépôts de moisissures. Le CX7240 a un MFR de 15 à 18, une température de fusion recommandée de 260 à 280 °C et une température de moule de 60 à 80 °C, permettant une production stable sur les machines de moulage par injection à usage général et réduisant le temps de configuration.